PCD and CBN Cutting Tools developed by Solar provides an economical and time-saving solution to the machining of soft /hard/brittle materials. Our collaborators experience allows us to define the right cutting technology for each application.
Solar are conscious of the continuous development taking place in the application of PCD and CBN and are willing to assist the user in discovering new advantages of technologies that may still seem difficult.
Technical advantages of Solar PCD turning and milling tools as compared to tungsten carbide:
1. Better surface finish
2. Interrupted-cut without any problems
3. Better ratio of surface finish to cutting forces and metal removal rate
4. Lower cutting forces
5. Higher cutting speeds, feed rates and cutting depths
6. Tool life generally many times more than that of tungsten carbide tools
7. Possibility of closer dimensional tolerances
Technical advantages of Solar CBN turning tools, as compared to tungsten carbide:
1. Turning of extremely tough materials otherwise hard to be ground
2. High cutting speeds and metal removal rate
3. Tool life is substantially increased in comparison to carbide and ceramics
4. Excellent surface finish comparable to ground finish
5. Higher metal removal rate as compared to grinding
6. Possibility of very close tolerance machining due to extremely low tool wear
7. Although not replacing the grinding operation in totality, the use of Solar CBN tools has and will eliminate this operation in many cases
Use of Coolant
For Solar PCD, Coolant is necessary for obtaining optimum surface finish and tool life. Coolant will avoid material build-up at the cutting edge. The coolant will also help to eliminate heat generation and chips.
Cooling is an absolute must when machining thin-walled parts and tough materials. If the cutting operation has to be performed dry, the use of air blasting for cooling and chip removal is recommended. Chips can also be removed with a suction (vacuum) device.
Surface Finishes Achievable
Solar PCD:
Turning: RAMAX 0.1
Milling: RAMAX 2 to 6
Solar CBN:
RAMAX 0.2
CBN must be used in dry conditions. In certain cases where multiple tools like HSS, Carbide, CBN etc. are used at the same time on the same component and coolant becomes essential, then special coated CBN Inserts are recommended.
Regrinding Prolongs Tool Life
When the cutting edge of a Solar Tools becomes dull from normal flank wear, erosion, rounding or microchipping, it can be resharpened by regrinding. Regrinding prolongs tool life, thereby minimizing the cost of the tool. The following chippage code should be followed when deciding whether or not the used Solar tools can be reground:
Examine the cutting edge under 20X magnification for sharpness and quality.
Heavy Chipping : Edges with chips averaging 0.050 rnrn wide x 0.10 mm long along the entire cutting edge, visible with a 20X eyepiece cannot be reground.
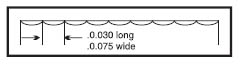
Medium Chipping : Edges with chips averaging 0.030 mm x 0.075 mm along the edge, but not connected, again visible with a 20X eyepiece, also cannot be reground.
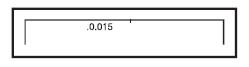
Fine Chipping : Edges with chips that are not visible with a 20X eyepiece, but can be seen at higher magnification, can be reground & Chips averaging 0.015 x 0.040 along the edge.
The Solar Team and our collaborators Fiudi, Italy expertise, is at your disposal to help you to reach optimum results in your machining processes. Please do not hesitate to use the enormous possibilities.